Application
On constructions and tools of which the paintwork can quickly and/or easily be damaged, the steel comes into direct contact with the atmosphere, such as oxygen, water, etc. As a result, the material can start to oxidize. To prevent this, an intermediate treatment – such as metallizing – can offer a cathodic protection of the steel. Also, the zinc protection layer that is applied by metallizing is very durable.
Principle
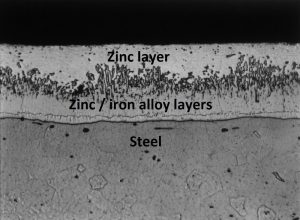
During metallizing, also called thermal galvanization, a zinc-aluminium alloy is sprayed on a blasted surface. Bonding of this is essential. To this end, it is of great importance that the blasted surface has the right roughness and cleanliness (Sa 3). The zinc-aluminium thread is transported through a spray gun and melted by a flame. Afterwards, the melted material is sprayed to the object using compressed air.


For metallizing, we work according to the international standard: ISO 2063-2005(en). More information regarding measurements and inspections we perform on metallized materials can be found under Quality.
For an optimal protection layer the product will afterwards be treated with a painting system. More information can be found under Painting.
Benefits of metallizing compared to hot-dip galvanizing are:
- Less heat is added during metallizing, preventing tearing or deforming of the material
- Size of the object does not matter in metallizing, whereas for galvanizing, maximum size of the object depends on the size of the zinc dip
- Metallizing is a controllable process, during galvanizing the process is determined by many factors of the zinc dips
- Metallizing ensures a better mechanical bonding to steel than galvanizing
- A follow-up treatment such as painting has better bonding on a metallized material than on a galvanized material
- Metallizing does not make use of acids, whereas galvanizing does. Welds and other connection materials are not affected during and after the metallizing process